 |
|
 |
||
|
|
||||

|
|
Im Eingangsbereich zur Laphroaig Destillerie stößt man auf ein Regal mit Fässern, die mit der Historie der Desillerie beschriftet sind. | ||
|
|
Die Besichtigung beginnt mit dem
Malzboden. Hier wird Gerste ausgebracht (in diesem Fall 7
Tonnen) und durch Befeuchtung und die entsprechende Temperatur
zum keimen gebracht. Die in der Gerste enthaltene Stärke wird während der Mälzung durch den Keimvorgang in Zucker (Maltose, Malzzucker und Dextrose) umgewandelt. Die Gerste wird ca. 48 Stunden in Wasser eingeweicht (Steeping), dann abgegossen und auf dem Malzboden (Malting Floor) in einer etwa 20cm bis 25cm hohen Schicht ausgebracht |
||
|
|
|
Danach wrd die Gerste in mühevoller Handarbeit regelmäßig
gewendet, um das gleichmäßige Keimen zu gewährleisten. Dieser
Vorgang dauerte etwa fünf bis sechs Tage. Nachdem sich das
einzelne Gerstenkorn geöffnet und der Keim ca. 2/3 der Kornlänge
erreicht hat, ist die Umwandlung von Stärke in Malzzucker
abgeschlossen. Damit ist der Zeitpunkt erreicht, um den
Keimvorgang zu unterbrechen. Die Gerste wurde zu 'Grünmalz'.
Hier sieht man die Keime, wie sie kurz vor dem Darren aussehen. |
|
|
|
Wir sahen uns das selbstverständlich aus der Nähe an. | ||
|
|
Das
Grünmalz wird auf dem Darrboden verteilt. Der Darrboden besteht
aus einem engmaschigen Gittergeflecht, auf dem das Grünmalz
wieder in einer 20cm bis 25cm hohen Schicht ausgebracht wird.
Von unten - aus einem Holzfeuerofen (Kiln) - durchströmt dann
heiße Luft das Grünmalz und entzieht ihm so die Feuchtigkeit.
Die Trocknung wird bei 4% bis 5% Restfeuchte abgebrochen. Bei Laphroaig wird Torf verwendet, wodurch das Malz ein spezielles Aroma erhält. |
||
|
|
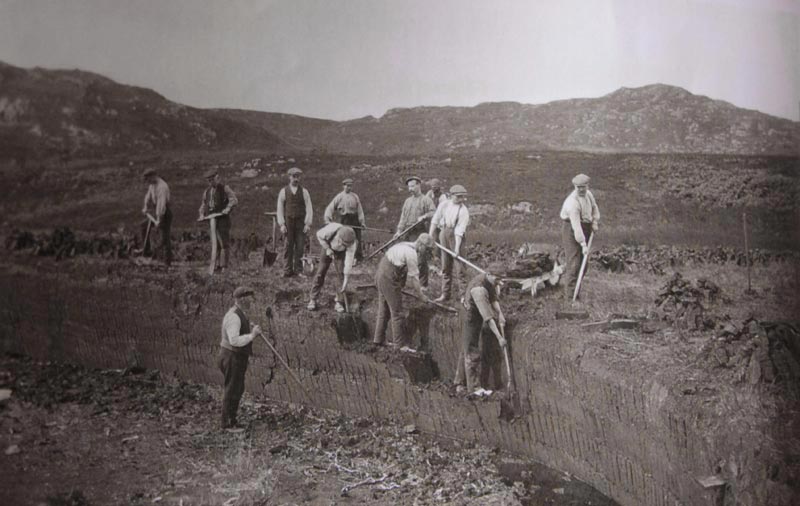
Auf diesem Bild sieht man, wie früher Torf gestochen wurde. Die Torfschicht auf Islay ist mehrere Meter dick. Heute wird jedoch "wellenförmig" gestochen, quasi Schicht für Schicht. | ||
|
|
Vor dem Mahlen werden in sogenannten
Stonern kleine Steine und Fremdkörper ausgefiltert. Die Mill zermahlt dann das Malz in Schrot (Grist). Dabei wird ein bestimmtes Mischungsverhältnis von feinsten Teilchen, dem Mehl (Flour, z.B. 5%), Spelze (Husks, z.B. 15%) und dem sogenannten Schrot (Grits, z.B. 80%) beachtet. Meist kann man in den Destillerien die Kisten anschauen, in denen das durch unterschiedlich feine Siebe geteilt und gezeigt wird. Wenn das Malz zu fein gemahlen wird, verstopfen die Filter und Siebe der Mashtuns und bei zu grobem Schrot würde nicht ausreichend Zucker freisetzbar. |
||
|
|
In der Mushtun
wird auf 65°C erhitztes Wasser, hier aus dem Flüßchen Kilbride
zugegeben, um den Malzzucker mit Hilfe eines Rührwerkes zu
lösen. Das verwendete Wasser läuft durch das Heide- und
Weideland oberhalb der Destillerie, wo keinerlei chemische
Düngemittel oder ähnliches verwendet werden darf.
|
||
|
|
Durch den Siebboden in der Mashtun wird die Flüssigkeit, genannt Würze (Wort oder Worts), für die weitere Verarbeitung in einen Zwischenbehälter gepumpt und ein zweites Mal wird erhitztes Quellwasser - dieses mal 78°C Grad heiß - in die Mash Tun geleitet und der Vorgang wiederholt sich. Beim dritten Durchgang ist das Wasser schon 95°C heiß und wäscht die letzten Zuckerreste (Maltose und Dextrose) aus dem Grist. Die bei dem letzten Durchgang gewonnene Flüssigkeit enthält nur noch geringe Mengen von gelöstem Zucker und wird in einem separaten Behälter aufgefangen und für den ersten Durchgang der nächsten Maische mit frischem Grist aufbewahrt. |
||
|
|
Der ausgelaugten Maische als Tierfutter-Zusatz verwendet und ist bei den Landwirten sehr beliebt. Die in der Mash Tun entstandene Flüssigkeit, die Würze (Wort oder Worts) wird auf 20°C in Kühlern (Cooler) abgekühlt, da ansonsten die später zugesetzte Hefe absterben würde. Diese kommt dann in die Wash backs, wo die Gärung beginnen kann. |
||
|
|
Heuzutage werden in den meisten Destillerien, so auch bei Laphroaig, die Prozesse mittels Elektronik überwacht. | ||
|
|
Die abgekühlte
Würze wird zum Gärprozess in die hohen Gärtanks (Washbacks)
gepumpt. Dann wird die speziell gezüchtete Hefe zugesetzt (ca.
50kg auf 15.000 Liter Würze) und das Gemisch ca. 50 Stunden
unter Beobachtung gären gelassen. Die Washbacks haben im oberen
Teil eine Art waagerecht rotierendes Messer (Cutter), das den
durch den Gärungsprozess entstehenen Schaum niedrig hält. Nach der Gärzeit, die teilweise sehr lebhaft ablaufen ist, ist eine bierähnliche Flüssigkeit (Wash) entstanden mit einem Alkoholgehalt von 9,5% bis 10%. |
||
|
|
Hier der Boden eines der aus Edelstahl bestehenden Washbacks von Laphroaig. | ||
|
|
Die Würze (Wash) wird in die erste kupferne Brennblase, die Wash Still (auch 'Pott Still' genannt), gefüllt und von unten und innen indirekt mit Heißdampf beheizt. Hocherhitzter Wasserdampf wird durch ringförmig angeordnete Heizrohre im Inneren der Wash Still geleitet. Damit wird die Würze (Wash) erhitzt. Bereits ab einer Temperatur von 78°C beginnt der Alkohol (vor dem Wasser) zu sieden und zu verdampfen. | ||
|
|
Der
Alkoholdampf steigt in dem sich verjüngenden Still-Hals nach
oben. Über den Bogen und das sich anschließende, abfallende Rohr
wird der Dampf in einen Kondensator (Condenser) geleitet, worin
sich der Alkoholdampf wieder verflüssigt. Das Wasser bleibt überwiegend in der Wash Still zurück. |
||
|
|
Bei diesem
ersten Brennvorgang in der Wash Still, nennt man das Ergebnis
den 'Low Wine', mit einem Alkoholgehalt von 25%.
Mit dem Low Wine wird dann die Spirit Still befüllt. Dort findet der Brennvorgang statt, der zum Rohbrand (New-Make) führt. Im Normalfall wird bei Glenfarclas ein Alkoholgehalt von 68,5% angestrebt.
|
||
|
|
Jeder der
beiden Destillationsvorgänge wurde früher über den 'Spirit-Safe'
von Brennmeister (Stillman) gesteuert - heute wird dieser
Prozess elektronisch kontrolliert und vom Stillman im
Kontrollraum überwacht. Der hochprozentige Vorlauf (Foreshot / Head) und der niederprozentige Nachlauf (Feints / Tail) aus den Brennblasen (Stills) wird jeweils abgetrennt und bein nächsten Brennvorgang wieder mitverwendet. Nur das Beste, der Mittelteil (Middle-Cut / Heart) mit 60% bis 70% Alkoholgehalt - das 'Herz' - wird für die spätere Abfüllung in einem besonderen Tank zwischengespeichert. |
||
|
|
Unsere junge
Führerin auf unserer Tour durch die Laphroaig-Destillerie kannte
sich sehr gut aus und war mit vollem Herzen dabei. So macht das gleich doppelt so viel Spaß. Leider habe ich ihren Namen vergessen. |
||
|
|
Der Spirit Safe
von Laphroaig hat einen Unterbau aus Holz.
Der obere Bereich ist, wie meistens, aus Messing. |
||
|
|
Der Safe beinhaltet auch die Apparaturen zum Ermitteln des Alkoholgehaltes. | ||
|
|
Hier wird der Middle-Cut abgefüllt, der Teil des Destillationsprozesses, der für die Abfüllung in Fässer vorgesehen ist. | ||
|
|
Das Stillhouse von Laphraig mit seinen insgesamt 8 Stills ist das größte seiner Art, das wir bisher gesehen hatten. | ||
|
|
Beim Gang über den Hof zum Stillhouse hat man einen guten Blick auf die Pagoden. Fehlte nur der blaue Himmel. | ||
|
|
Im
Warehouse lagern die Fässer. Wie in vielen Destillerien liegen
auch bei Laphroaig drei Fassreihen übereinander. Der vordere Teil dieses Warehouses gleicht einem Museum. Wahrscheinlich ist das auch so gedacht... |
||
|
|
Die
frisch abgefüllten Fässer haben ein Stück Stoff zwischen fass
und Korken. Leider haben wir vergessen, zu fragen, wozu dieser
dient und ob er später raus kommt.
Die
verwendeten Fässer sind ebenfalls ein bestimmender Faktor für
Qualität, Charakter und Geschmack eines Whiskies.
|
||
|
|
Die gesetzliche
Mindestdauer der Lagerung für einen Scotch Single Malt beträgt
drei Jahre (und einem Tag).
Das beste Alter erschwinglicher Whiskys dagegen liegt zwischen 10 und 20 Jahren. Ältere
Whiskys sind sicher noch um einiges interessanter, aber meist
auch ziemlich teuer. Pro Jahr verliert jedes Fass ca. 2% Volumen/Alkohol, das sogenannte Angels Share. |
||
|
|
Wir
hatten dann noch ein Whisky-Tasting gebucht, zumindest Jürgen
und ich. Es war ein spezielles Tasting "Whisky and Food", bei dem zu jeweils einem anderen Laphroaig-Whisky ein bestimmtes Lebensmittel gereicht wurde. Schimmelkäse, Kaffeebohnen mit Schokolade und Orange. Je nachdem, was man zum Whisky genoss, änderte sich der Geschmack des Whiskys. So verlor der Laphroaig seinen Geschmack nach Torf und Medizin total, wenn ein Stück salziger und würziger Käse dazu gegessen wurde. |